Che cos’è il trattamento superficiale?
Che cos’è il trattamento superficiale?
Energia superficiale dei materiali solidi e necessità di trattare le superfici dei polimeri. Spesso è necessario incollare un materiale plastico a una superficie metallica o ad altre plastiche, oppure vi è semplicemente la necessità di stampare su superfici in plastica.
Per ottenere una perfetta adesione, l’adesivo liquido o l’inchiostro devono essere in grado di bagnare la superficie del materiale. Le tecnologie per il trattamento corona e al plasma sono particolarmente efficaci in questi casi.
La bagnabilità dipende da una proprietà specifica: l’energia superficiale, indicata anche come tensione superficiale.
L’energia superficiale, come la tensione superficiale, viene misurata in mN/m. L’energia superficiale del substrato solido influisce significativamente il modo in cui un liquido bagna la superficie. La bagnabilità può essere facilmente calcolata misurando l’angolo di contatto, cioè l’angolo compreso fra la tangente al punto di contatto e la linea orizzontale della superficie solida.
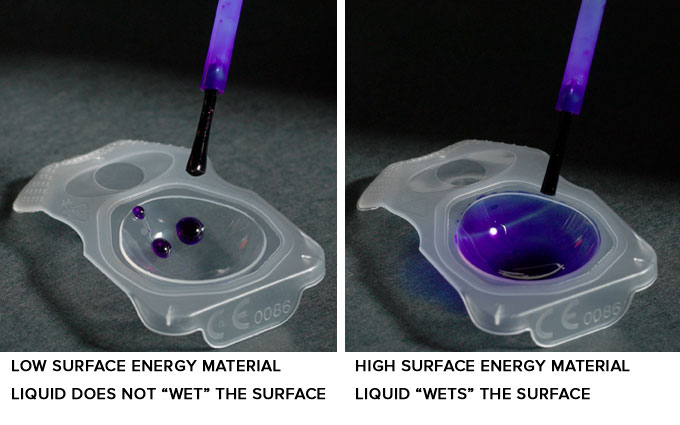
Quando un liquido viene posto su una superficie orizzontale solida e liscia, tenderà a formare delle gocce o a spandersi sul substrato. Se l’angolo di contatto si avvicina allo zero, la bagnabilità è ottima.
Al contrario, in caso di bagnabilità parziale, l’angolo di contatto risultante raggiunge l’equilibrio nell’intervallo da 0 a 180 gradi.
Per saperne di più sul trattamento superficiale dei metalli, consultare questo link.
Bagnabilità delle superfici 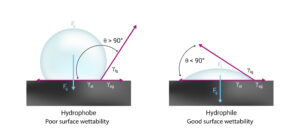
La fig. 1 a destra mostra la differenza tra buona e scarsa bagnabilità.
Maggiore è l’energia superficiale del substrato solido rispetto alla tensione superficiale del liquido, migliore è la bagnabilità e minore è l’angolo di contatto.
Per garantire la corretta adesione tra un liquido e un solido, l’energia superficiale del substrato deve essere maggiore della tensione del liquido di circa 2-10 mN/m.
Energia superficiale dei materiali solidi
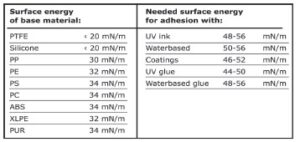 La fig. 2 a destra mostra i valori assoluti dell’energia superficiale di alcuni substrati solidi e la tensione superficiale dei liquidi più comuni. L’energia superficiale intrinseca di molte materie plastiche, tra cui il polietilene e il polipropilene, è spesso insufficiente per una buona adesione o per i processi di stampa.
La fig. 2 a destra mostra i valori assoluti dell’energia superficiale di alcuni substrati solidi e la tensione superficiale dei liquidi più comuni. L’energia superficiale intrinseca di molte materie plastiche, tra cui il polietilene e il polipropilene, è spesso insufficiente per una buona adesione o per i processi di stampa.
Questi materiali possiedono proprietà molto utili come l’inerzia chimica, il basso coefficiente di attrito, l’alta resistenza all’usura, alla perforazione e alla lacerazione, ecc.
Tuttavia, la scarsa bagnabilità di questi polimeri comporta qualche problema in fase di incollaggio o decorazione. Il trattamento superficiale consente di migliorare la bagnabilità del materiale aumentando l’energia superficiale e di ottimizzare l’adesione formando legami chimici più resistenti.
Il metodo più avanzato e di maggior successo per il trattamento delle superfici si basa sul principio della scarica ad alta tensione a pressione atmosferica.
Per maggiori dettagli su questo principio, consultare le informazioni di base sul trattamento al plasma
Informazioni di base sul trattamento corona
Nozioni di base sulla scarica ad alta tensione a pressione atmosferica e relativa applicazione nel trattamento delle superfici
In presenza di una scarica ad alta tensione tra due elettrodi, gli elettroni che si muovono liberamente nell’aria accelerano e si ionizzano; con una scarica molto potente, la collisione di elettroni accelerati con le molecole di gas non porta a nessuna perdita di energia cinetica, ma produce un effetto a valanga liberando nuovi elettroni.
Quando un componente in plastica entra in contatto con la scarica, gli elettroni generati impattano la superficie con energie da 2 a 3 volte superiori a quella necessaria per rompere i legami molecolari sulla superficie della maggior parte dei substrati.
Il risultato è la creazione di radicali liberi molto reattivi.
I radicali liberi, in presenza di ossigeno, reagiscono rapidamente e formano diversi gruppi chimici funzionali sulla superficie del substrato. I gruppi risultanti dalla reazione di ossidazione sono più efficaci per aumentare l’energia superficiale e migliorare il legame chimico con la matrice della resina. Tra questi vi sono gruppi carbonilici (-C=O-), carbossilici (HOOC-), idroperossidi (HOO-) e idrossilici (HO-).
Il trattamento con scarica ad alta tensione modifica soltanto le proprietà superficiali senza influenzare le specifiche di volume del materiale.
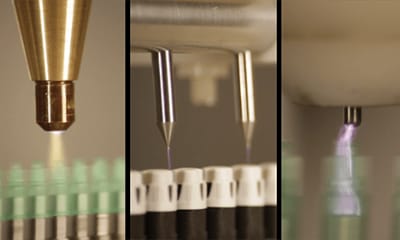
La tecnologia EST (Electrical Surface Treatment, trattamento superficiale con l’ausilio di scariche elettriche) per componenti tridimensionali di Tantec si basa su una scarica ad alta frequenza e ad alta tensione a pressione atmosferica. Gli oggetti tridimensionali vengono sottoposti a una scarica nello spazio tra due elettrodi (fig. 3 a destra).
Questa scarica si crea mantenendo una differenza di potenziale nello spazio tra gli elettrodi. La scarica ad alta tensione è solo uno dei requisiti per un trattamento efficace della superficie.
Il trattamento omogeneo di componenti ad alta velocità richiede un trasferimento altamente efficiente di energia dalla fonte alla zona in cui avviene la scarica. Una scarica corona con frequenze di 15-25 kHz consente di ottenere proprio questo risultato, mentre gli elettroni oscillano nello spazio tra gli elettrodi. È stato dimostrato che maggiore è la frequenza di scarica, minore è la potenza necessaria per ottenere un determinato risultato di trattamento.
La tecnologia EST consente un trattamento uniforme delle superfici di oggetti tridimensionali su linee di produzione ad alta velocità mantenendo una differenza di potenziale tra gli elettrodi fino a 80 kV a frequenze di 15-25 kHz. In queste condizioni, è possibile trattare in linea oggetti con diametro fino a 100 mm in continuo movimento mentre attraversano la camera di trattamento.
Il sistema di trattamento superficiale Tantec è costituito da generatore ad alta frequenza, trasformatore ad alta tensione ed elettrodi di trattamento. Il generatore produce un segnale di uscita la cui frequenza viene regolata automaticamente nella gamma di 15-25 kHz a seconda dell’impedenza di carico, ottimizzando così la potenza disponibile per il trattamento.
Il trasformatore ad alta tensione aumenta il segnale di uscita dal generatore fino al livello necessario per generare la scarica all’intensità desiderata.
La stazione di trattamento è dotata di un elettrodo di trattamento e un controelettrodo (di solito come messa a terra), fabbricati appositamente per ciascuna applicazione.
Tantec offre una selezione di sistemi per il trattamento al plasma per le superfici di diversi materiali.
L’elenco è disponibile in questa pagina: Sistemi per il trattamento al plasma
Stabilità allo stoccaggio dei materiali trattati
La stabilità allo stoccaggio dei materiali pretrattati varia da ore ad anni, a seconda del tipo di plastica, della formulazione, del metodo di trattamento e dell’eventuale esposizione a temperature elevate dopo il trattamento.
La purezza dei materiali è il fattore più importante. La stabilità allo stoccaggio è limitata dalla presenza di componenti a basso peso molecolare come agenti lubrificanti, distaccanti, antistatici, ecc.,
che tendono a migrare sulla superficie pulita dei materiali polimerici. Si consiglia pertanto di stampare o incollare sul materiale subito dopo il trattamento. Dopo avere applicato alla superficie trattata rivestimenti, inchiostri, adesivi o altri materiali, il legame diviene permanente.
Applicazioni della tecnologia EST di Tantec
I seguenti materiali sono stati trattati con successo utilizzando la tecnologia EST:
- Polietilene (PE) * Plexiglas (PMMA)
- Polipropilene (PP) * Teflon (PTFE)
- Polistirolo (PS) * Policarbonato (PC)
- Gomma EPDM * Poliuretano (PUR)
- ABS, ecc.
Ecco alcune applicazioni specifiche:
- Trattamento superficiale delle piastre per microtitolazione per migliorare la bagnabilità della superficie e ottenere la stesura uniforme del liquido.
- Trattamento superficiale dei cilindri per siringhe prima del processo di stampa.
- Trattamento superficiale interno dei raccordi per ago prima dell’inserimento dell’ago in acciaio inossidabile.
- Trattamento di materiale isolante per cavi elettrici per assicurare l’adesione di inchiostri e rivestimenti.
- Trattamento di coperchi per contenitori di sostanze chimiche prima dell’applicazione di materiale sigillante o del processo di stampa.
- Trattamento di bottiglie di plastica prima dell’applicazione di etichette adesive.
- Trattamento di profilati in gomma EPDM prima dell’applicazione dell’adesivo utilizzato per incollare fibre tessili a fiocco corto (floccatura) o tessuto decorativo.
Trattamento di materiale isolante per cavi elettrici per assicurare l’adesione di inchiostri e rivestimenti.
industrie
Medicale

Automotive

Cavi e tubazioni
